
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@
�܂܂�
 ��
��

![]()
��
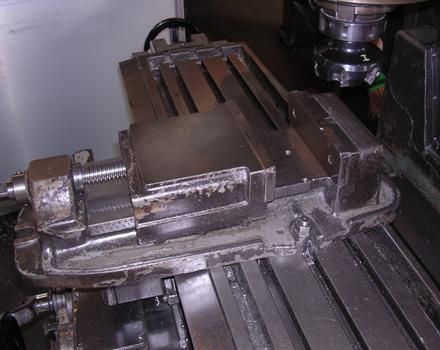
�܂����H���̂��킦���̎菇���ȉ��Ɏ����܂��B
�@ ���H�������킦������x�Ƀo�C�X�̌������Ђ炢�āA���ꂢ�ɑ|�������܂��B
�A �����p�ӂ��āA�Œ�����ɑ�������낦�āA���s�ړ����܂��B�i���̂Ƃ��A����͈ꖇ��蓯�����̂�g�����ق������m�ɂ��킦�邱�Ƃ��ł���j���ꂩ��n���h�����g���A������߂��܂��B
�B ����������Ȃ���n���}�[�ʼn��H�����y���������Ȃ������ɖ��������܂��B���̂Ƃ������
�����Ȃ��悤�ɒ��ӂ��Ȃ���Ȃ�܂���B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@

���ɏ������J�b�^�̎��t�����ɂ��Đ������܂��B

�܂��J�b�^�����āA�����ăX�p�i�Œ��߂܂��B���̂Ƃ��A
�J�b�^�̐n��ɒ��ӂ��Ȃ���Ȃ�܂���B����ŁA���H�����邽�߂̏����͏I���ł��B
�܂��A�Ⴆ�Έȉ��̂悤�ȉ��H�̎d�����\�ł��B


�܂��A��������i�A�b�v�J�b�g�j�Ɖ��������i�_�E���J�b�g�j�ɂ��Đ������܂��B
�t���C�X�؍�̓t���C�X(�H��)����]���A���ށi���H���j�������čs���܂��B
���̂Ƃ��A�t���C�X�̐n��̓g���R�C�h�Ȑ���`���Ă��邪�A���̂Ƃ��̃t���C�X�̉�]������
���ނ̑���̕����ɂ���āA��������iup cut�j�Ɖ��������idown cut�j�̓��
�������܂��B��������̓t���C�X�̉�]�����Ɣ��ނ̑��肪���̏ꍇ�ŁA����������
�������������ꍇ�ł��B�ȉ��̕\�ŏ�������Ɖ��������̔�r�������܂��B
|
��r�Ώ� |
�������� |
��������� |
|
���H���̎��t�� |
������ɗ͂������ĉ��H���������グ�悤�Ƃ���͂������̂ŕs���B |
�͉͂������ɉ��H��������������悤�ɓ����̂ŗL���ł͂��邪���t�������S�ɂ��Ă����Ȃ��ƏՌ��͂Ŕ����邱�Ƃ�����B |
|
�n��̎��� |
�荞�ݎ��̖��C�M�Ńt�����N���Ղ������A�����͒Z�� |
������ɔ�ׂĎ��������� |
|
�d��� |
����ʂ͌����ڂ����ꂢ�ŁA������̗͂ɂ���]�}�[�N���o���āA�S�̓I�ɂ͉������������B |
�ᑬ�̑���ł͂Ȃ߂炩�ň�l�ȖʂɂȂ�B���ۂɂ͏���������悢�d�グ�ʂɂȂ�B |
|
�؍���� |
|
����������؍푬�x�A���葬�x�������邱�Ƃ��ł���B |

�����āA���ɐ؍푬�x�Ɖ�]�����Đ������܂��B
�@�@�@�@�u���c���@�Ƃ����W��������܂��B
�����ŁC�u�F�؍푬�x�@�@�@�@�@�@�@�@�@�@�@
�@�@�@�@�F�~�����i���R�D�P�S�j
�@�@�@�@�c�F�J�b�^�̒��a
�@�@�@�@���F�P���ԓ�����̃J�b�^�̉�]��
��������[�g���P�ʁi�P�����P�O�O�O�����j�ɂ��Ďg���̂����ʂł��B
�܂�A
�@�@�@�@�u���c�����P�O�O�O�@�ƂȂ�܂��B�܂�������肎�Ƃ���Ɖ�]�������߂邱�Ƃ��ł��܂��B
�t���C�X�Ղł́A�؍푬�x�̕ϊ��͎厲��]����ς��čs���܂��B�t���C�X�Ղɂ͉��̂悤�ȕ\�������Ă���A����ɏ]���āA
�厲��]���̕ϊ����o�[��ς��Ă����܂��B
![������: �ϊ����o�[�Ǝ厲��]��](use1.files/image022.gif)




�܂��A��ʂɐ؍푬�x�̍���́A���̂悤�Ȃ��Ƃ������܂��B
�؍푬�x����������ꍇ
�@ �����x�Ȏd�グ�ʂ����Ƃ��A���Ȃ킿�d�オ���������H
�A ���ނ����炩���B
�B �y�؍�
�C ���ނ̎��t���������ł��Ȃ��B
�D �����傫���ł��Ȃ��B
�؍푬�x��Ⴍ����ꍇ
�@���ނ���r�I�d���B
�A�n��̎���������B
�B����Ȃǂ̂悤�ɁA�H��Ղ����₷������
�C�����������Ȃ�
�D���j�b�P���A���}���K���Ȃǂ̍ޗ�
�E �t�����N���Ղ̐i�s�������ޗ�
�F �H����o���B
�܂��Ō�ɁA�t���C�X�ɂ�����W���؍�����������܂��B
|
���ގ� |
�敪 |
���d�t���C�X�g�p�̏ꍇ�i�؍퓮�͂TKW) |
�����x�|�t���C�X�g�p�̏ꍇ�i�؍퓮�͂R�D�VKW) |
|||||
|
���ʃt���C�X |
���t���C�X |
�G���h�~�����ʍ�� |
���ʃt���C�X |
���t���C�X |
�G���h�~�����ʍ�� |
|||
|
�؍핝�X�Omm |
�؍핝�X�Omm |
�؍핝�P�Tmm |
�؍핝�X�Omm |
�؍핝�X�Omm |
�؍핝�P�Tmm |
|||
|
���S |
V |
�X�O�|�P�O�O |
�X�O�|�P�O�O |
75 |
�Q�O�|�Q�T |
�Q�O�|�Q�T |
13 |
|
|
A |
3 |
3 |
2 |
3 |
3 |
2 |
||
|
F |
�P�S�O�|�Q�T�O |
�P�Q�O�|�Q�O�O |
�X�T�|�P�S�T |
�P�Q�O�|�P�X�O |
�P�P�O�|�P�X�O |
�R�T�|�T�T |
||
|
�y���� |
V |
300 |
300 |
47 |
198 |
134 |
13 |
|
|
A |
3 |
3 |
2 |
3 |
3 |
2 |
||
|
F |
410 |
490 |
235 |
265 |
255 |
90 |
||
|
���y�ѓ����� |
V |
�P�W�O�|�Q�O�O |
�P�W�O�|�Q�O�O |
47 |
�S�O�|�P�Q�O |
�S�O�|�P�Q�O |
13 |
|
|
A |
3 |
3 |
2 |
3 |
3 |
2 |
||
|
F |
�Q�U�O�|�R�R�O |
�Q�Q�O�|�Q�W�O |
�P�S�T�|�P�V�O |
�P�X�O�|�Q�O�T |
�P�W�T�|�Q�O�O |
�T�T�|�U�T |
||
�����ŁCV=�؍푬�x���^�������C�`���荞�݂����C�e�����肍���^�������Ƃ���B